近日,东航C919机型正式开启第四条商业定期航线——上海虹桥—广州白云。6月14日,广州白云机场为机号B-919A的东航全球首架C919客机举行「水门仪式」,首航乘客也纷纷拍照打卡,自豪与欢乐的心情溢于言表。


C919是我国国产商用客机的重要型号,我国以C919为牵引实现了产业链上诸多重要节点的突破和发展。而未来,随着C929项目的进展,还会实现哪些方面的进步?
01通过C919实现产业链关键突破
作为我国首款自主研发、实现适航验证的国产支线客机,ARJ21在发展过程中有进步,也同样有遗憾。但对于遗憾,我国航空人从不放过,在C919的研发中,这些经验都成为了重要的指引。在C919的研发制造中,以下三个方面的进步尤其值得强调:
首先是核心设计能力的提升。
ARJ21和C919均是其所在民航细分市场上的「后来者」。在它们所处的级别上,国际市场上已经存在成熟的竞争对手。这就要求ARJ21与C919必须依赖新技术和新设计形成性能优势,才能具备参与竞争的资本。例如,机翼能否具备阻力小、升力大的特点,就决定了该型号在油耗等关键指标上是否能拥有相对优势。
为了能在更省油的情况下获得更快的巡航飞行速度,飞得更远,ARJ21的机翼采用了亚声速翼型大类中的超临界翼型设计,以尽可能减少高亚声速下的飞行阻力。但由于此前我国对飞机的主要基础研究集中在战斗机等小型高速战术飞机上,对亚声速运输类飞机的研究重视和投入不足,ARJ21的机翼设计工作是由乌克兰安东诺夫公司完成的。
而C919的超临界机翼则完全由我国自行设计,且难度远高于ARJ21。

一些专业人士认为,波音737MAX系列飞机的两次严重空难与其型号设计缺陷有直接关系:在发动机舱加大尺寸后,波音公司对其飞行控制系统的匹配改进出现严重失误。

对于C919,团队设计要求总阻力比对手低5%,其中机头/机尾占1%,翼梢小翼占2%,机翼/发动机吊舱一体化占2%。
ARJ21采用尾吊式布局,机翼构型干净、不存在发动机舱与机翼的相互干扰问题,尺寸不受外来因素影响。C919则采用翼下吊舱设计,一方面要竭力压缩机翼和发动机吊舱的高度差,使C919可以采用比竞争对手更大直径、更大推力的发动机;另一方面,又要实现阻力相比竞争对手降低4%。
为此,C919团队在观念和技术上都实现了巨大的突破,很好地达成了设计目标。在观念上,它不是先设计机翼,再加上发动机吊舱和挂架,而是从一开始就把机翼、发动机吊舱、挂架作为一个整体进行分析和优化;在技术上,C919还大量应用了前沿技术,包括气动构型参数化快速成型技术、先进计算流体力学技术、高效优化设计方法等等。


8万吨模锻液压机
其次,以C919项目为牵引,我国民用航空核心制造能力和供应链建设实现了诸多突破。
比如作为支持飞机起降和停放的核心部件,ARJ21和C919的起落架都由利勃海尔公司提供。在我国商用民机发展的早期,由于缺乏设计经验和话语权,ARJ21起落架只能采购进口的成熟货架商品。而今,随着我国民机事业的持续发展,利勃海尔公司与中航起落架成立了合资公司,并在国内建立生产线,继续为C919提供起落架。
C919的起落架不但是针对性设计的定制化合资产品,而且实现了核心部件的国产化:中国二重万航即凭借世界最大的8万吨模锻液压机,成为利勃海尔起落架的分包制造商。现在,不仅C919起落架的关键锻件来自中国二重,波音787、空客A320等机型起落架的关键锻件也是由它制造。
可以说,通过ARJ21等项目,我国实现了对国外先进民机供应商的吸引和融入,实现了产业链的初步成型;再通过C919项目,让国内的供应链企业深入融入民机全球化供应链,实现了我国企业融入世界、扩大市场的目标。
最后,通过这些民机项目,我国航空制造业的基础研究能力也愈发得到重视,并实现了提升。
以航空材料体系为例,我国相关产业曾长期面临杂而不精的问题,而且很多产品终端成本高、可靠性和性能上限偏低。
比如,国内目前使用的航空钛合金牌号至少有50多个,其中十多个来自俄罗斯,十多个来自美国,10个来自英国,还有部分来自法国。这些不同牌号的材料,或许成分和性能都相近,但由于相关基础研究不足,无法合并不同规范下的相近牌号,导致我国航空产业在制造中必须单独使用一个牌号的钛合金,在产能组织、质量控制、成本优化等诸多方面付出了巨大代价。
而C919项目在规划中则针对相关短板进行了针对性规划。通过大量的试验和统计,我国初步建立了一套完善的材料标准管理体系,在材料性能规划和选用上,实现了从「知其然」到「知其所以然」的突破,并通过C919的供应链体系得到了国际供应商的认可。
以这些扎实研究为基础,未来我国航空材料体系的发展,将愈加扎实和快速,甚至将惠及所有工业制品。
02 C929宽体干线客机将展开新图景
4月15日,C929项目联合攻关启动大会在中国商飞公司召开。这意味着我国新一代宽体干线客机C929的研发工作也已经被正式提上了议事日程。在C929上,我国民机建设领域还将实现哪些进步?
C929模型
基于既往项目的经验,我们略作分析。
虽然目前ARJ21和C919都大量应用了先进技术和设计,但也有一些地方相比世界最先进水平依然存在差距。机体先进材料的应用就是一个例子:ARJ21的机体结构以铝合金为主;C919的机体上,复合材料应用也相当保守。在项目初期,曾规划复合材料将占全机材料的13—15%,后来基于我国的工业能力进行了务实的调整。
一个专业背景是:由于碳纤维和树脂塑料做成的复合材料远比钢铝钛等传统金属材料更「难伺候」,容易在制造和使用维护过程中产生缺陷,而缺陷在内部累积扩大、引发断裂等致命结果的破坏过程又非常隐蔽等。因此在相关的工业领域能力不足以支撑大规模的复材应用时,航空器设计必须以安全、适航为首要准则,强行大规模应用碳纤维复合材料并不明智。
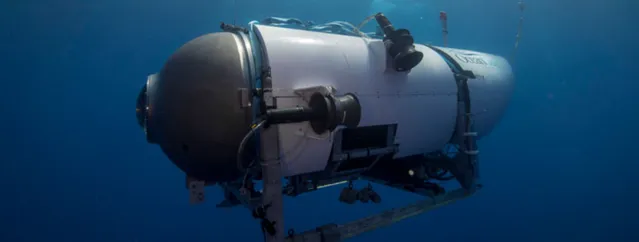
「泰坦」深潜器事故背后:警惕对新型高性能材料的过度神化

波音787机体,黑色部分为碳纤维复合材料部件。

波音787机身制造中,工人正在将碳纤维束缠绕在旋转模具上。

波音787机身

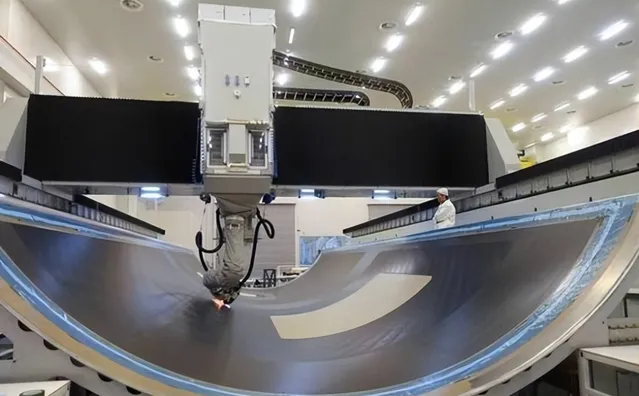
空客对碳纤维复合材料机翼进行加热固化的大型高压釜。
在未来的C929客机上,这一问题或许能够得到解决。根据目前中国商飞的公开信息,C929基本型座级280座,航程12000公里,可以广泛满足全球国际间、区域间航空客运市场需求,是与波音787和空客A350同座级的宽体飞机。
可以相信,随着我国基础材料领域的发展,在不久的未来,我国定能在碳纤维复合材料领域,实现从材料验收、制造工艺,到质量检测等诸多环节的精准严格控制,并最终应用于新型民用飞机的研制。

2018年,C929复材前机身攻关全尺寸筒段下线。
C929机身复合材料在加工中。
在我国制造业不断向高端领域进军的过程中,曾经存在一个问题,那就是过程控制不佳导致的产品一致性、稳定性不佳。现在,随着高端工业产品的代表、国产商用民机成为全球民航市场的「玩家」,这一问题以及由此引发的其它问题,都将得到解决。
如果未来C929能够达成目前规划的设计目标,同时可靠性与寿命满足预期要求,这将意味着我国航空制造业的整体管理水平实现脱胎换骨的进步。
参考文献
【一次有意义的攀登——谈运10飞机研制的经验和教训】(1989年上海航空工业公司首次发表)
【航空发动机钛合金叶片制造技术及失效分析 [刘庆瑔编著][航空工业出版社][2018.09][1098页][14546175]】
【大飞机出版工程——ARJ21新支线飞机技术系列——支线飞机项目管理】
【大飞机出版工程——ARJ21新支线飞机技术系列——ARJ21-700新支线飞机项目发展历程探索与创新】
【大飞机出版工程——ARJ21新支线飞机技术系列——飞机运行安全与事故调查技术】
【大飞机出版工程——ARJ21新支线飞机技术系列——支线飞机设计流程与关键技术管理】
【大国之翼:C919大型客机研制团队采访报告】
【C919飞机空气动力设计】
【飞机结构典型故障分析与设计改进】
【中航工业首席专家技术丛书——航空发动机机械系统常见故障】
【桁架支撑机翼布局运输机关键技术研究】
【桁架支撑机翼布局客机总体设计的综合分析与优化】
【飞翼运输机气动布局设计】











