近日,東航C919機型正式開啟第四條商業定期航線——上海虹橋—廣州白雲。6月14日,廣州白雲機場為機號B-919A的東航全球首架C919客機舉行「水門儀式」,首航乘客也紛紛拍照打卡,自豪與歡樂的心情溢於言表。


C919是中國國產商用客機的重要型號,中國以C919為牽引實作了產業鏈上諸多重要節點的突破和發展。而未來,隨著C929計畫的進展,還會實作哪些方面的進步?
01透過C919實作產業鏈關鍵突破
作為中國首款自主研發、實作適航驗證的國產支線客機,ARJ21在發展過程中有進步,也同樣有遺憾。但對於遺憾,中國航空人從不放過,在C919的研發中,這些經驗都成為了重要的指引。在C919的研發制造中,以下三個方面的進步尤其值得強調:
首先是核心設計能力的提升。
ARJ21和C919均是其所在民航細分市場上的「後來者」。在它們所處的級別上,國際市場上已經存在成熟的競爭對手。這就要求ARJ21與C919必須依賴新技術和新設計形成效能優勢,才能具備參與競爭的資本。例如,機翼能否具備阻力小、升力大的特點,就決定了該型號在油耗等關鍵指標上是否能擁有相對優勢。
為了能在更省油的情況下獲得更快的巡航飛行速度,飛得更遠,ARJ21的機翼采用了亞聲速翼型大類中的超臨界翼型設計,以盡可能減少高亞聲速下的飛行阻力。但由於此前中國對飛機的主要基礎研究集中在戰鬥機等小型高速戰術飛機上,對亞聲速運輸類飛機的研究重視和投入不足,ARJ21的機翼設計工作是由烏克蘭安東諾夫公司完成的。
而C919的超臨界機翼則完全由中國自行設計,且難度遠高於ARJ21。

一些專業人士認為,波音737MAX系列飛機的兩次嚴重空難與其型號設計缺陷有直接關系:在發動機艙加大尺寸後,波音公司對其飛行控制系統的匹配改進出現嚴重失誤。

對於C919,團隊設計要求總阻力比對手低5%,其中機頭/機尾占1%,翼梢小翼占2%,機翼/發動機吊艙一體化占2%。
ARJ21采用尾吊式布局,機翼構型幹凈、不存在發動機艙與機翼的相互幹擾問題,尺寸不受外來因素影響。C919則采用翼下吊艙設計,一方面要竭力壓縮機翼和發動機吊艙的高度差,使C919可以采用比競爭對手更大直徑、更大推力的發動機;另一方面,又要實作阻力相比競爭對手降低4%。
為此,C919團隊在觀念和技術上都實作了巨大的突破,很好地達成了設計目標。在觀念上,它不是先設計機翼,再加上發動機吊艙和掛架,而是從一開始就把機翼、發動機吊艙、掛架作為一個整體進行分析和最佳化;在技術上,C919還大量套用了前沿技術,包括氣動構型參數化快速成型技術、先進計算流體力學技術、高效最佳化設計方法等等。


8萬噸模鍛液壓機
其次,以C919計畫為牽引,中國民用航空核心制造能力和供應鏈建設實作了諸多突破。
比如作為支持飛機起降和停放的核心部件,ARJ21和C919的起落架都由利勃海爾公司提供。在中國商用民機發展的早期,由於缺乏設計經驗和話語權,ARJ21起落架只能采購進口的成熟貨架商品。而今,隨著中國民機事業的持續發展,利勃海爾公司與中航起落架成立了合資公司,並在國內建立生產線,繼續為C919提供起落架。
C919的起落架不但是針對性設計的客製化合資產品,而且實作了核心部件的國產化:中國二重萬航即憑借世界最大的8萬噸模鍛液壓機,成為利勃海爾起落架的分包制造商。現在,不僅C919起落架的關鍵鍛件來自中國二重,波音787、空客A320等機型起落架的關鍵鍛件也是由它制造。
可以說,透過ARJ21等計畫,中國實作了對國外先進民機供應商的吸引和融入,實作了產業鏈的初步成型;再透過C919計畫,讓國內的供應鏈企業深入融入民機全球化供應鏈,實作了中國企業融入世界、擴大市場的目標。
最後,透過這些民機計畫,中國航空制造業的基礎研究能力也愈發得到重視,並實作了提升。
以航空材料體系為例,中國相關產業曾長期面臨雜而不精的問題,而且很多產品終端成本高、可靠性和效能上限偏低。
比如,國內目前使用的航空鈦合金牌號至少有50多個,其中十多個來自俄羅斯,十多個來自美國,10個來自英國,還有部份來自法國。這些不同牌號的材料,或許成分和效能都相近,但由於相關基礎研究不足,無法合並不同規範下的相近牌號,導致中國航空產業在制造中必須單獨使用一個牌號的鈦合金,在產能組織、品質控制、成本最佳化等諸多方面付出了巨大代價。
而C919計畫在規劃中則針對相關短板進行了針對性規劃。透過大量的試驗和統計,中國初步建立了一套完善的材料標準管理體系,在材料效能規劃和選用上,實作了從「知其然」到「知其所以然」的突破,並透過C919的供應鏈體系得到了國際供應商的認可。
以這些紮實研究為基礎,未來中國航空材料體系的發展,將愈加紮實和快速,甚至將惠及所有工業制品。
02 C929寬體幹線客機將展開新圖景
4月15日,C929計畫聯合攻關啟動大會在中國商飛公司召開。這意味著中國新一代寬體幹線客機C929的研發工作也已經被正式提上了議事日程。在C929上,中國民機建設領域還將實作哪些進步?
C929模型
基於既往計畫的經驗,我們略作分析。
雖然目前ARJ21和C919都大量套用了先進技術和設計,但也有一些地方相比世界最先進水平依然存在差距。機體先進材料的套用就是一個例子:ARJ21的機體結構以鋁合金為主;C919的機體上,復合材料套用也相當保守。在計畫初期,曾規劃復合材料將占全機材料的13—15%,後來基於中國的工業能力進行了務實的調整。
一個專業背景是:由於碳纖維和樹脂塑膠做成的復合材料遠比鋼鋁鈦等傳統金屬材料更「難伺候」,容易在制造和使用維護過程中產生缺陷,而缺陷在內部累積擴大、引發斷裂等致命結果的破壞過程又非常隱蔽等。因此在相關的工業領域能力不足以支撐大規模的復材套用時,航空器設計必須以安全、適航為首要準則,強行大規模套用碳纖維復合材料並不明智。
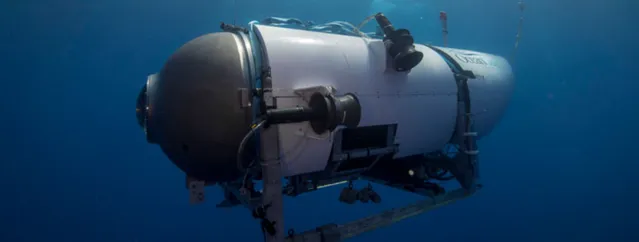
「泰坦」深潛器事故背後:警惕對新型高效能材料的過度神化

波音787機體,黑色部份為碳纖維復合材料部件。

波音787機身制造中,工人正在將碳纖維束纏繞在旋轉模具上。

波音787機身

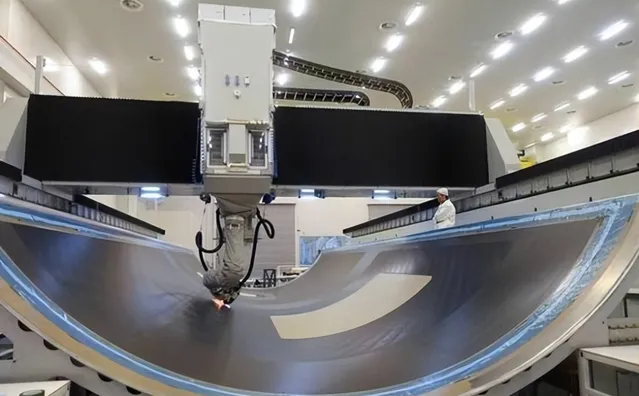
空客對碳纖維復合材料機翼進行加熱固化的大型高壓釜。
在未來的C929客機上,這一問題或許能夠得到解決。根據目前中國商飛的公開資訊,C929基本型座級280座,航程12000公裏,可以廣泛滿足全球國際間、區域間航空客運市場需求,是與波音787和空客A350同座級的寬體飛機。
可以相信,隨著中國基礎材料領域的發展,在不久的未來,中國定能在碳纖維復合材料領域,實作從材料驗收、制造工藝,到品質檢測等諸多環節的精準嚴格控制,並最終套用於新型民航機的研制。

2018年,C929復材前機身攻關全尺寸筒段下線。
C929機身復合材料在加工中。
在中國制造業不斷向高端領域進軍的過程中,曾經存在一個問題,那就是過程控制不佳導致的產品一致性、穩定性不佳。現在,隨著高端工業產品的代表、國產商用民機成為全球民航市場的「玩家」,這一問題以及由此引發的其它問題,都將得到解決。
如果未來C929能夠達成目前規劃的設計目標,同時可靠性與壽命滿足預期要求,這將意味著中國航空制造業的整體管理水平實作脫胎換骨的進步。
參考文獻
【一次有意義的攀登——談運10飛機研制的經驗和教訓】(1989年上海航空工業公司首次發表)
【航空發動機鈦合金葉片制造技術及失效分析 [劉慶瑔編著][航空工業出版社][2018.09][1098頁][14546175]】
【大飛機出版工程——ARJ21新支線飛機技術系列——支線飛機計畫管理】
【大飛機出版工程——ARJ21新支線飛機技術系列——ARJ21-700新支線飛機計畫發展歷程探索與創新】
【大飛機出版工程——ARJ21新支線飛機技術系列——飛機執行安全與事故調查技術】
【大飛機出版工程——ARJ21新支線飛機技術系列——支線飛機設計流程與關鍵技術管理】
【大國之翼:C919大型客機研制團隊采訪報告】
【C919飛機空氣動力設計】
【飛機結構典型故障分析與設計改進】
【中航工業首席專家技術叢書——航空發動機機械系統常見故障】
【桁架支撐機翼布局運輸機關鍵技術研究】
【桁架支撐機翼布局客機總體設計的綜合分析與最佳化】
【飛翼運輸機氣動布局設計】











